





















客户名称:PLC控制条码枪自动扫描
区 域:广东
行 业:制造业
项目名称:产品追溯条码解决方案
项目简介:信息系统和生产管理系统各自单间操作,不能融合一起,确实是对企业的数据实时性,在效率上,达不到意想中的效果,如果用PLC控制条码枪,实现自动扫描,这个在产线上会效率大大提高,可以使各系统有部分功能结合在一起。
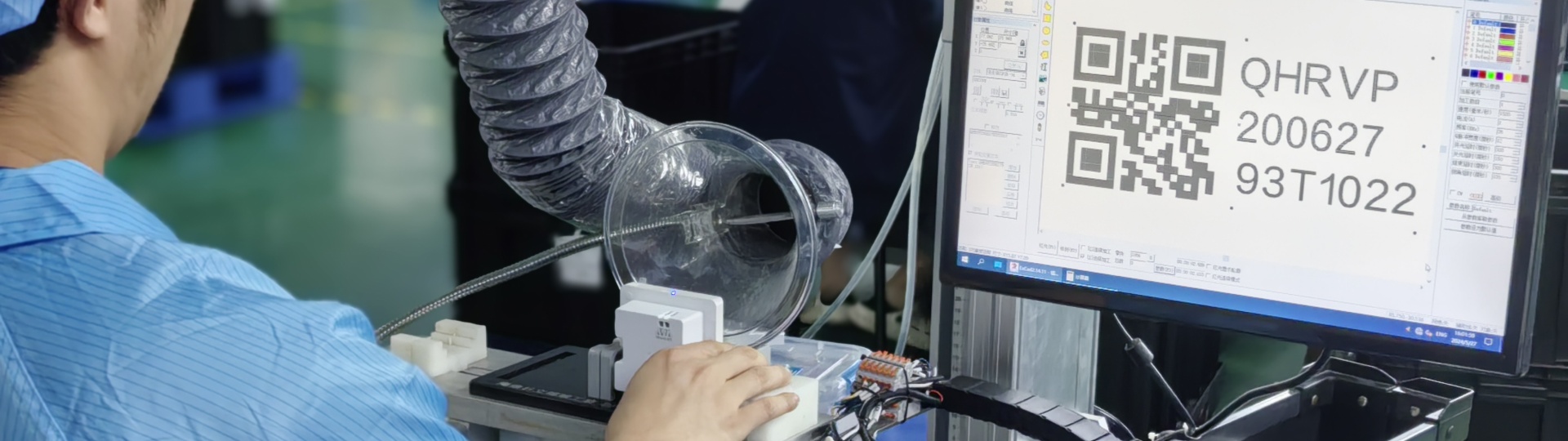
生产线上安装了固定式条码枪扫描,传输带上流水作业的产品,已经不算是一个新技术了,但现今的做法还是,
各系统都是单独操作的,很少打通融合在一起,信息系统处理数量采集这部分的功能,工业控制这部分的功能,还是
由PLC去控制,数据需要人工去导出、核算,才能汇总在一起。
信息系统和生产管理系统各自单间操作,不能融合一起,确实是对企业的数据实时性,在效率上,达不到意想中的
效果,如果用PLC控制条码枪,实现自动扫描,这个在产线上会效率大大提高,可以使各系统有部分功能结合在一起。
条码枪固定在自动化生产线上使用比较多,这样的应用给生产带来了很多方便。在工业中要RS485接口数据线。PLC 一般会有3个通讯口,都可以做从站使用。阅读条码时,可以使用它的COM1,为RS232口;也可以使用COM2\3,
为RS485口。不同接口,通讯距离是不一样的。RS232口标准距离是15米,但如果在工业环境中,电磁干扰大时,扫码成
功率不能保证为100%。RS485距离可以稍微远,虽然标称可以达1200米,单条码扫描枪使用这么距离,估计没有谁这样用。
根据实际测试,即便采用RS485方式电磁干扰也会造一定的成误码率。
工业控制器有自由口通讯协议,可以根据自己需要编写自由协议通讯程序。在工业通讯中,通讯双方通讯发起方为主站,
被呼叫方为从站。而和我们工控上经常用的控制变频器、读取仪表不同,条码扫描枪的通讯方式是:条码扫描枪是主站(Master),
而PLC是从站(Slave)。那么程序设计就和变频器控制、仪表读取不同了。一般通讯程序编写会设置一个通讯超时检测,在PLC1
做主站情况下。而PLC2做从站时,这个通讯超时检测就不需要了,因为条码扫码是随时发生的。
可以根据扫描枪的通讯协议设置数据的起始字符、停止字符。当然,数据位、校验位、波特率方面PLC要和条码扫描枪完全
一致。
因为条码扫描枪为主站,有时有很多条码扫描枪时,因为台达PLC所连接扫描枪数量有限,它本体最多能接3台,这样就需要
有上位机--PC或台达PLC的主站PLC来通讯。台达PLC本身支持MODBUS协议,通过增加通讯扩展支持以太网、PROFIBUS等。
通过这样的操作和设计,就可以有效改变之前产线上,传统的扫描采集方式,这种方式实现了全自动扫描,数据的实时性提
高了,还可以通过采集到的不良品和不是同一批次的产品,用气杆推出产线,留下的合格品继续生产。