






















客户名称:佛山著名酒厂生产线升级
区 域:广东佛山
行 业:食品加工制造
项目名称:沥瓶机升级PLC智能控制整改方案
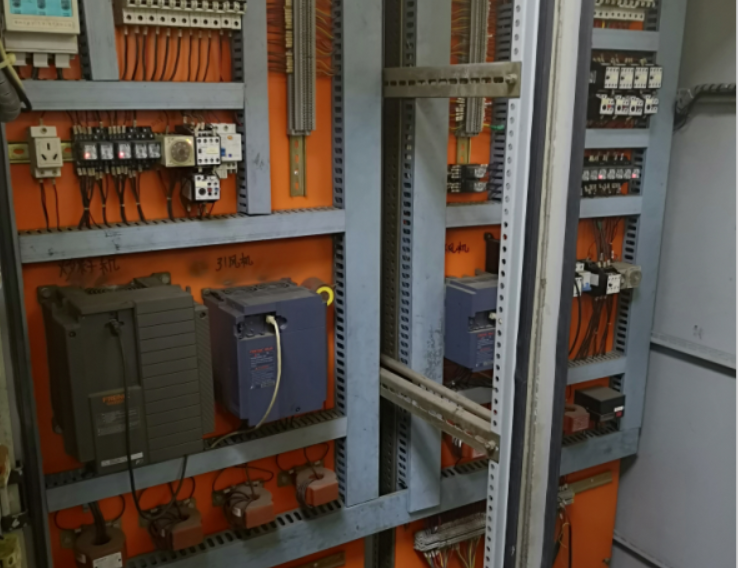
项目简介:目前现场沥瓶机属于纯电气控制系统,无 PLC 和触摸屏控制,一台设备需要两个操作人员看守,人力较为浪费。为节省人员开支着想,需在沥瓶机上增加一台 PLC 和触摸屏控制整个沥瓶机,
总体设计思路如下:
1.沥瓶机增设的控制电柜采用西门子 PLC 和国产触摸屏对理瓶机进行统一控制和操作,控制柜里包括控制器,输入输
出模块,高低压开关,接线端子等等。再把洗瓶机里的控制电线通过防爆管引接到 PLC 触摸屏控制柜。硬件设备均为防
爆机柜。
2.此系统采用单机控制,无需联网,并移至洗瓶机附近,由洗瓶机操作人员看守查看。
3.控制电柜以外的线路及设备不变。
项目完成后,我方技术将对以下功能点进行测试:
1、必须将厂商所作的系统,进行逐点测试验证,测试系统数据反应与告警, 我们将测试的部分分为传统设备与智能设备两大
类,由于传统设备是属于厂商自己本身的系统,故理论上测试时,反应速度应该是很快的。 我们要求厂商制作一张测试记录表,
上面包括操作终端显示数据与现场实际数值, 逐点核对。
2、传统模拟量: 我们在现场使用电表量测实际数据,并作记录, 马上使用电话联络操作终端显示数据,并同时记录在同一张表
格中(为了避免因为传输延迟,影响了测试数据的正确性,测试时,动作一定要快)。另外有关系统模拟量的精确度,由于牵涉到传
感器与模块 A/D 转换的精确度,故最直接的检测,就是要求厂商不得经过“人为校正”,此时在画面上所显示的数据就是最原始的
数据,将其与现场测量值相比较,即可很清楚的了解系统测量误差。这里之所以要特别说明的原因,是因为很多系统厂家在验收
之前,先行利用软件校正,如果用户无法察觉,当现场值变化的时候,画面上的数据就会产生很大的误差。